



How does a Twin Screw Vent Stuffer work???
And why it does NOT fix every vent flow problem

Vent flow can occur for a number of reasons. Some twin screw OEMs recommend a twin screw vent stuffer as a 100 % fix for one and all vent flow problems. This is far from true for the following reasons:
The path of the screw elements in a vent suffer are all lengthwise open so that vapor and (hopefully most of the) fine particulates will flow against the conveying action of the screws.. Only co-rotating screw elements are used for vent stuffers (and side feeders). Counter-rotating, fully intermeshing elements cannot be used in vent stuffers as they are positive displacement pumps and allow also zero counter flow. In summary, the twin screw vent stuffer DOES NOT completely prevent the vent from fouling.

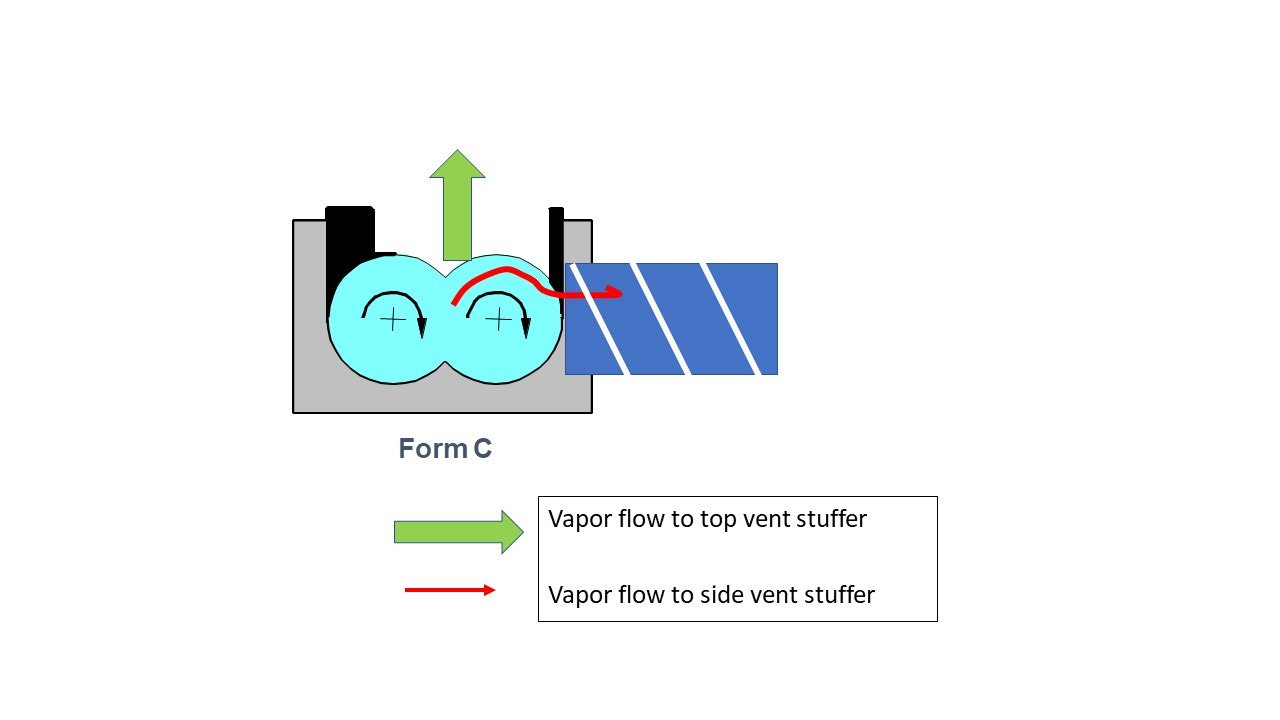
Vapor Flow in Side Vent Post Stuffer- End view from Extruder Discharge If there is vent flow due to backup in pumping zone downstream of the vent stuffer, the material has to go somewhere. Even if the stuffer bodi itself is not plugged, no vacuum will reach the material in the process section.
Another way to understand that twin screw vent stuffers do not stop ALL vent flow is to remember that the feed zone of twin screw extruders (which use the same type of conveying screw elements as the vent stuffer) can and do sometimes backup!!!!!!!
Different conveying elements can be used to balance vapor openness vs pushback of solids. Just remember that this is a balancing act.

How does a twin screw vent stuffer function??
A twin screw vent stuffer is basically a modified twin screw side feeder. The key differences are as follow:
The side stuffer barrel section is extended and modified to have
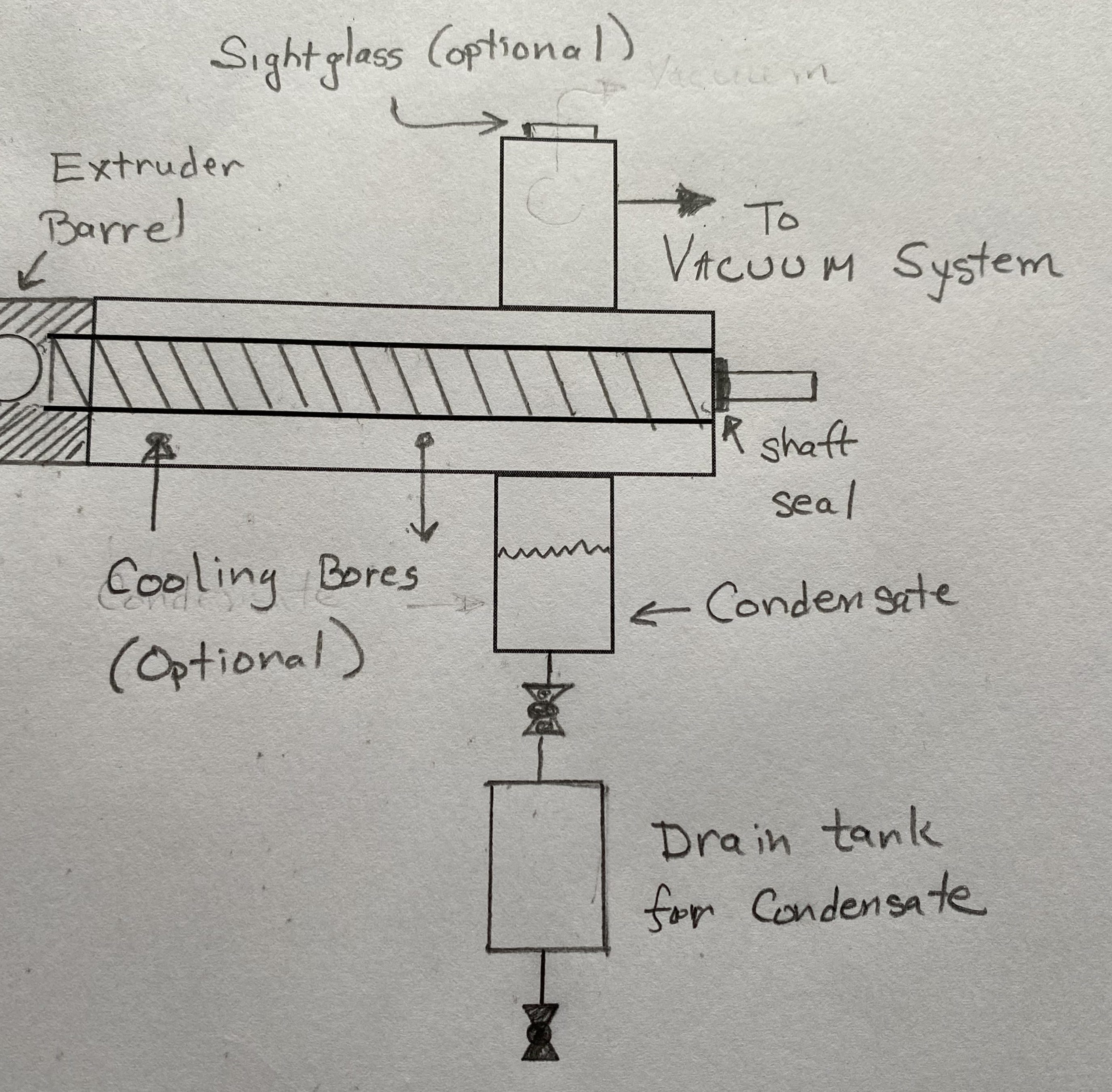
A vapor disengagement area and a condensate/solids collection on top of the barrel
A condensate/solids collection area under the side stuffer barrel.
Shaft seals at the end of the barrel to allow vacuum to be maintained. Typically packing type seals are used as the two small shafts on a vent stuffer are too close to allow standard mechanical seals to be used.
Basic Process Diagram
Example of commercial vent port stuffer below

What speed should vent port stuffer run at? Running at max speed (typically 400-500 rpm) can cause wear and rattling as the screws are empty of polymer (in order to be open for the vapors). Most operations use speeds of 200-250 rpm.
The vacuum level should be only as high as as needed to accomplish the task. excessive vacuum will only increase vent flow chances. This is especially true if the process is prone to “snow” (particulate polymer entrained by vapor velocity)
What types of elements are used on side stuffers. Like side feeders, the side feeders often use deep cut elements (ex. with OD/ID ratio of 1.80 vs 1.55 standard)
Some vendors use single flight elements in order to further restrict solids flow into the vacuum area. The extra restriction on solids will also slow vapor flow into the vacuum area.
Problems NOT fixed with Vent Port Stuffers
Insufficient backup length in the extruder. There can be many reasons that the backup length that worked yesterday does not work today
Wear on screws and/or barrels in the pumping section
Lack of cooling in the barrels in the pumping zone
Higher discharge pressure in extruder due to blocking of screens or plugged die holes
Poor upstream mixing where the product has a lower viscosity.
Excessive particulate generation. Sometimes called “snow,” this material is generated when there is a highly viscous material is processed that does not adhere to the screw.
Excess moisture is present. This results in higher vapor velocity and more entrainment of particulates. This situation often exists with wood-polymer composite processes.
A note on Top Vent Stuffers
The first vent stuffers were located on the top of the barrel. The need for the vent stuffers was primarily based on the vent flow issues with food extrusion. With the steam coming off at high velocity (even with no vacuum) and the poor adhesion of starch/protein materials to the steel screws, something had to be done. This was an issue in the 1970’s even before the twin screw side feeder was ever developed.
There are two advantages of the top stuffer compared to the side stuffer:
It is located over the intermesh area of the screws where there is some material reorientation and better degassing. Side stuffers are venting material from the material lying in the root of the conveying screw element.

Vapor flow top stuffer versus side stuffer There is room to use larger screws when the stuffer is put on the top of the barrel. The resulting increase in cross sectional area can be has high as 25%. More area means lower vapor velocity and reduced likelihood of particulate entrainment.
The downsides of the top vent port stuffer are
They are more expensive to buy.
They are more difficult and expensive to maintain.